


公司新闻
汇聚行业最前沿的科技和信息
公司新闻
近些年,振兴乡村一直是我们追求的目标。农业和养殖业作为其中一环,起着举足轻重的地位,追求绿色农业的浪潮下,新型特种功能生态肥以颠覆性姿态席卷农业市场!其中重要的一环,生产这种特种肥设备生产线又以一种全新的方式出现在大家的视野中。下面给大家具体介绍下。
一、产能配置解析
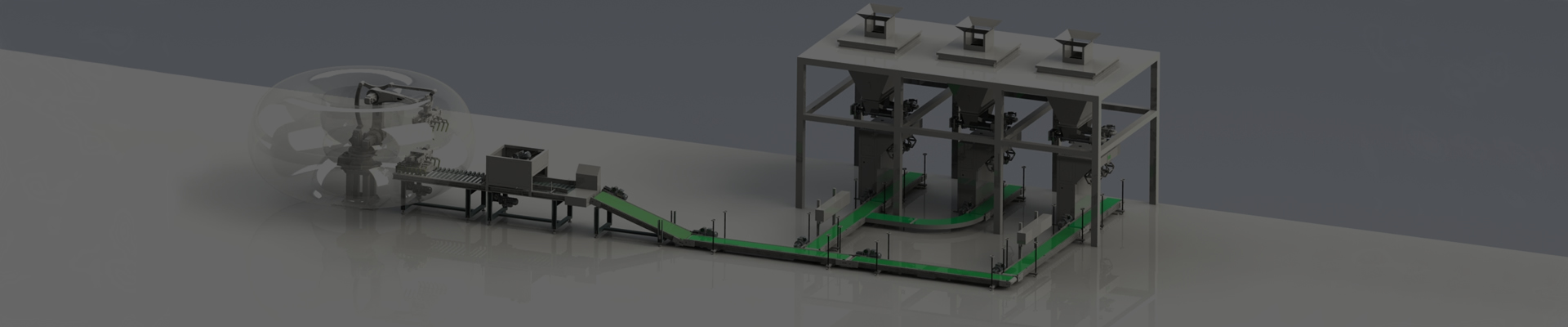
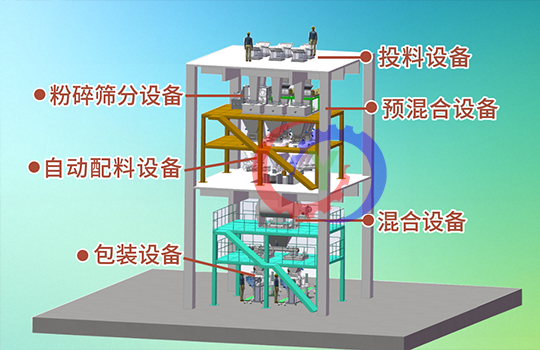
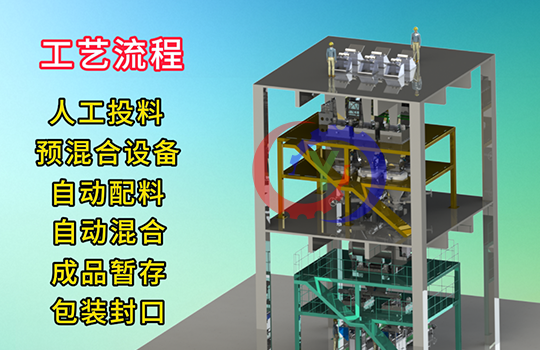
设备生产线配置是模块化与智能化的结合,由多个关键设备模块组成,通过自动化控制系统实现一体化生产,生产线工艺流程如,人工投料→自动粉碎→原料预处理→自动配料→自动混合→成品暂存→定量包装→线缝包,主要包含以下核心设备,
1.料预处理系统
破碎与筛分设备:针对大颗粒原料(如磷酸二氢钾、硝酸钾等)进行粉碎和筛分,确保原料粒度均匀,避免混合不均。
2.精准配料混合系统
高精度电子秤搭配螺旋粉料设计,实现氮、磷、钾及微量元素等其他肥的比例控制。卧式双螺带混合机采用双运动混合技术(料筒旋转+搅拌桨运动),混合均匀度≤5%,确保营养成分分布一致。
3.自动化包装系统
设备采用伺服电机控制,包装精度±0.2g,支持5-50kg多规格包装,搭配三合一封口机和线缝包机实现一体化包装。
二、功能特点:高效、灵活、环保
1.高产能与低能耗
设备生产线产能可达3-10吨/小时,电耗比传统设备降低20%,通过余热回收系统减少能源浪费。
2.配方灵活适配
支持NPK基础肥、中微量元素肥、功能性添加剂的自由配比,可生产高氮型、平衡型、促根型等多类产品。
3.质量稳定性强
混合均匀度高、生产过程实现全程监控,各种生产指标通过在线检测仪实时反馈,并设置有故障预警。
4.环保与安全性
全封闭设计搭配脉冲除尘器,粉尘排放浓度低;防爆电机保护系统保障易燃原料安全生产。
三、智能化与绿色化升级
我司的研发团队和技术升级团队实时俱进,根据市场和生产需求不断升级和迭代设备生产线,从半自动设备到全自动设备,从粉剂到液体的包装生产,一次次实践中实现技术的突破,我们的售后团队也在客户的不断反馈中一次次展现专业服务能力,未来我们有信心从机械化到数字化到智能化的绿色方向上跨越,将加大推动水溶肥产业进入“精准农业”新阶段!
 一一公众号二维码
一一公众号二维码  19955155609
19955155609
CopyRight © 2023 合肥宇承自动化设备有限公司 皖ICP备17020057号-3
技术支持:合肥迅登网络